Станки-Экспо — крупнейшая в России международная онлайн-выставка промышленных товаров и услуг







ТОЧНОСТЬ НАДЕЖНОСТЬ ПРЕСТИЖ
АО "СТП-САСТА" - станкостроительная компания, российский производитель прецизионных токарных станков с ЧПУ и прецизионных обрабатывающих центров с ЧПУ. Высокое качество и надежность производимой продукции базируется на многолетнем опыте сотрудников и применением современных решений и технологий.
Адрес: 391434, г. Сасово, Рязанской обл., ул.Пушкина, д.21.
Тел.: 8(4912)294-264
E-mail: stp-sasta@yandex.ru, info@stp-sasta.ru
Сайт: www.stp-sasta.ru
АО "СТП-САСТА" - станкостроительная компания, российский производитель прецизионных токарных станков с ЧПУ и прецизионных обрабатывающих центров с ЧПУ. Высокое качество и надежность производимой продукции базируется на многолетнем опыте сотрудников и применением современных решений и технологий.
Адрес: 391434, г. Сасово, Рязанской обл., ул.Пушкина, д.21.
Тел.: 8(4912)294-264
E-mail: stp-sasta@yandex.ru, info@stp-sasta.ru
Сайт: www.stp-sasta.ru
Механическая обработка деталей по чертежам Заказчика на высокоточном оборудовании:
АО "СТП-САСТА" предлагает услуги по механической обработке крупногабаритных деталей на уникальном высокоточном оборудовании.
Прежде всего это:
-портальный обрабатывающий центр особо высокой точности MULTITEC 3000 AT компании «WALDRICH COBURG» (Германия)
-станок особо высокой точности REIDEN RX18 компании «REIDEN SWISS» (Швейцария).
-универсальный круглошлифовальный станок с ЧПУ мод. КШ-41 компании ВСЗ «Техника», (Россия)
- вертикальный обрабатывающий центр с ЧПУ - DMC 1035 V ecoline (Германия)
- токарный обрабатывающий центр с ЧПУ мод.САТ630С15Ф4 класс точности «В» (Россия).
Предлагаем Вам рассмотреть возможность размещения серийных заказов по механической обработке крупногабаритных изделий из металла на нашем предприятии.
АО "СТП-САСТА" предлагает услуги по механической обработке крупногабаритных деталей на уникальном высокоточном оборудовании.
Прежде всего это:
-портальный обрабатывающий центр особо высокой точности MULTITEC 3000 AT компании «WALDRICH COBURG» (Германия)
-станок особо высокой точности REIDEN RX18 компании «REIDEN SWISS» (Швейцария).
-универсальный круглошлифовальный станок с ЧПУ мод. КШ-41 компании ВСЗ «Техника», (Россия)
- вертикальный обрабатывающий центр с ЧПУ - DMC 1035 V ecoline (Германия)
- токарный обрабатывающий центр с ЧПУ мод.САТ630С15Ф4 класс точности «В» (Россия).
Предлагаем Вам рассмотреть возможность размещения серийных заказов по механической обработке крупногабаритных изделий из металла на нашем предприятии.

Обработка корпусных деталей на станке особо высокой точности REIDEN RX18 компании «REIDEN SWISS» (Швейцария) по чертежам заказчика.
Высокопроизводительный обрабатывающий центр с ЧПУ Reiden оснащен поворотным столом с тригональной фрезерной головкой и возможностью токарной обработки. Стойка и станина станков изготовлены из материала HYDROPOL – комбинации специального бетона и стали. Вместе они образуют исключительно устойчивый материал с превосходными демпфирующими свойствами и высокой динамической жесткостью, идеально подходящий для экстремальных нагрузок. Станок оборудован компактным и высококлассным шпинделем от «Fischer Precise». Для достижения высокой точности обработанной детали, в стандартном или тригональном варианте фрезерная головка вручную тщательно пришабрена при установке. Благодаря универсальному инструментодержателю на данном оборудовании возможно выполнять такие виды работ как фрезерование по 5-ти осям, опционально - точение, сверление и нарезание резьбы.
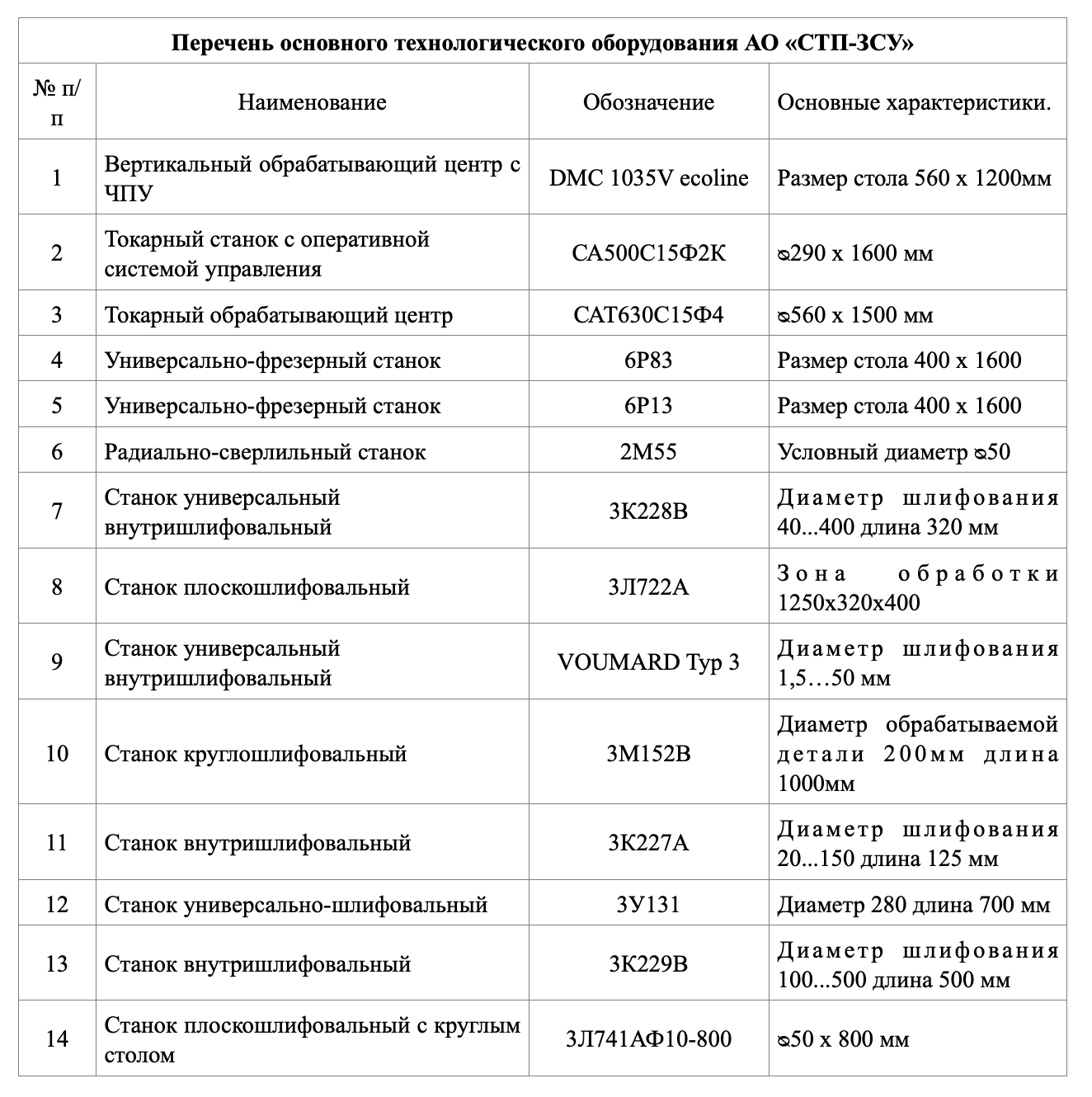
Основное технологическое оборудование АО "СТП-САСТА"
В термоконстантном цехе механической обработки установлены уникальные станки с возможностью изготовления крупногабаритных изделий и деталей с высокими требованиями по точности.
В термоконстантном цехе механической обработки установлены уникальные станки с возможностью изготовления крупногабаритных изделий и деталей с высокими требованиями по точности.
Основные технические характеристики.
Ось X стандартная (мм)..................................................................................... 2'200
Ось X с тригональной головкой (мм)................................................................1'800 (+100; +300)
Ось Y (мм) 2'200 Ось Z (мм)................................................................................1'610
Ось A с плавной регулировкой, стандартная.................................................0 до 9°
Ось A с плавной регулировкой, тригональной фрезер. головкой (град)..-15° до 105°
Ось C (град)...........................................................................................................360° (бесконечно)
Диаметр поверхности круглого стола (мм)....................................................1'800
Погрешность позиции Линейные оси X, Y, Z (Р мкм)....................................5
Смещение позиции Линейные оси X, Y, Z (Pa мкм).......................................3
Повторяемость Линейные оси X, Y, Z (Ps мкм)...............................................3
№2. Обработка крупногабаритных деталей на портальном обрабатывающем центре особовысокой точности MULTITEC 3000 AT компании «WALDRICH COBURG» (Германия) по чертежам заказчика.
Конструкция станка обладает повышенной жесткостъю, исполнение с двумя столами, работающих как отдельно, так и вместе, подвижная поперечина используемая как дополнительная ЧПУ - ось, мощный вертикальный ползун с сечением 400х400мм. Наличие встроенного поворотного стола обеспечивает возможность токарно-карусельной обработки.
Ось X стандартная (мм)..................................................................................... 2'200
Ось X с тригональной головкой (мм)................................................................1'800 (+100; +300)
Ось Y (мм) 2'200 Ось Z (мм)................................................................................1'610
Ось A с плавной регулировкой, стандартная.................................................0 до 9°
Ось A с плавной регулировкой, тригональной фрезер. головкой (град)..-15° до 105°
Ось C (град)...........................................................................................................360° (бесконечно)
Диаметр поверхности круглого стола (мм)....................................................1'800
Погрешность позиции Линейные оси X, Y, Z (Р мкм)....................................5
Смещение позиции Линейные оси X, Y, Z (Pa мкм).......................................3
Повторяемость Линейные оси X, Y, Z (Ps мкм)...............................................3
№2. Обработка крупногабаритных деталей на портальном обрабатывающем центре особовысокой точности MULTITEC 3000 AT компании «WALDRICH COBURG» (Германия) по чертежам заказчика.
Конструкция станка обладает повышенной жесткостъю, исполнение с двумя столами, работающих как отдельно, так и вместе, подвижная поперечина используемая как дополнительная ЧПУ - ось, мощный вертикальный ползун с сечением 400х400мм. Наличие встроенного поворотного стола обеспечивает возможность токарно-карусельной обработки.

Исполнение станка выполнено на гидростатических направляющих, обеспечивающих точность позиционирования рабочих органов и его геометрическую точность согласно европейскому стандарту VDI/DGQ 3441, являющимся одним из самых точных в мире.
Основные технические характеристики.
Ось X стандартная (мм).................................................... 2'200
Ось X с тригональной головкой (мм)...............................1'800 (+100; +300)
Ось Y (мм) 2'200 Ось Z (мм)...............................................1'610
Ось A с плавной регулировкой, стандартная................0 до 9°
Ось A с плавной регулировкой, тригональной фрезер. головкой (град)..-15° до 105°
Ось C (град)..........................................................................360° (бесконечно)
Диаметр поверхности круглого стола (мм)...................1'800
Погрешность позиции Линейные оси X, Y, Z (Р мкм)...5
Смещение позиции Линейные оси X, Y, Z (Pa мкм)......3
Повторяемость Линейные оси X, Y, Z (Ps мкм)..............3
Обработка крупногабаритных деталей на портальном обрабатывающем центре особовысокой точности MULTITEC 3000 AT компании «WALDRICH COBURG» (Германия) по чертежам заказчика.
Конструкция станка обладает повышенной жесткостъю, исполнение с двумя столами, работающих как отдельно, так и вместе, подвижная поперечина используемая как дополнительная ЧПУ - ось, мощный вертикальный ползун с сечением 400х400мм. Наличие встроенного поворотного стола обеспечивает возможность токарно-карусельной обработки.
Ось X стандартная (мм).................................................... 2'200
Ось X с тригональной головкой (мм)...............................1'800 (+100; +300)
Ось Y (мм) 2'200 Ось Z (мм)...............................................1'610
Ось A с плавной регулировкой, стандартная................0 до 9°
Ось A с плавной регулировкой, тригональной фрезер. головкой (град)..-15° до 105°
Ось C (град)..........................................................................360° (бесконечно)
Диаметр поверхности круглого стола (мм)...................1'800
Погрешность позиции Линейные оси X, Y, Z (Р мкм)...5
Смещение позиции Линейные оси X, Y, Z (Pa мкм)......3
Повторяемость Линейные оси X, Y, Z (Ps мкм)..............3
Обработка крупногабаритных деталей на портальном обрабатывающем центре особовысокой точности MULTITEC 3000 AT компании «WALDRICH COBURG» (Германия) по чертежам заказчика.
Конструкция станка обладает повышенной жесткостъю, исполнение с двумя столами, работающих как отдельно, так и вместе, подвижная поперечина используемая как дополнительная ЧПУ - ось, мощный вертикальный ползун с сечением 400х400мм. Наличие встроенного поворотного стола обеспечивает возможность токарно-карусельной обработки.
Основные технические характеристики.
Ось X стандартная (мм).......................................... 2'200
Ось X с тригональной головкой (мм)...1'800 (+100; +300)
Ось Y (мм) 2'200 Ось Z (мм).....................................1'610
Ось A с плавной регулировкой, стандартная....0 до 9°
Ось A с плавной регулировкой, тригональной фрезер. головкой (град)...............................-15° до 105°
Ось C (град).........................................360° (бесконечно)
Диаметр поверхности круглого стола (мм)........1'800
Погрешность позиции Линейные оси X, Y, Z (Р мкм)...5
Смещение позиции Линейные оси X, Y, Z (Pa мкм)....3
Повторяемость Линейные оси X, Y, Z (Ps мкм)............3
Обработка крупногабаритных деталей на портальном обрабатывающем центре особовысокой точности MULTITEC 3000 AT компании «WALDRICH COBURG» (Германия) по чертежам заказчика.
Конструкция станка обладает повышенной жесткостъю, исполнение с двумя столами, работающих как отдельно, так и вместе, подвижная поперечина используемая как дополнительная ЧПУ - ось, мощный вертикальный ползун с сечением 400х400мм. Наличие встроенного поворотного стола обеспечивает возможность токарно-карусельной обработки.
Ось X стандартная (мм).......................................... 2'200
Ось X с тригональной головкой (мм)...1'800 (+100; +300)
Ось Y (мм) 2'200 Ось Z (мм).....................................1'610
Ось A с плавной регулировкой, стандартная....0 до 9°
Ось A с плавной регулировкой, тригональной фрезер. головкой (град)...............................-15° до 105°
Ось C (град).........................................360° (бесконечно)
Диаметр поверхности круглого стола (мм)........1'800
Погрешность позиции Линейные оси X, Y, Z (Р мкм)...5
Смещение позиции Линейные оси X, Y, Z (Pa мкм)....3
Повторяемость Линейные оси X, Y, Z (Ps мкм)............3
Обработка крупногабаритных деталей на портальном обрабатывающем центре особовысокой точности MULTITEC 3000 AT компании «WALDRICH COBURG» (Германия) по чертежам заказчика.
Конструкция станка обладает повышенной жесткостъю, исполнение с двумя столами, работающих как отдельно, так и вместе, подвижная поперечина используемая как дополнительная ЧПУ - ось, мощный вертикальный ползун с сечением 400х400мм. Наличие встроенного поворотного стола обеспечивает возможность токарно-карусельной обработки.
Основные технические характеристики.
Перемещение Х (двойной стол) (мм).......................16250
Перемещение траверсы W (мм)................................1500
Пропускная ширина (мм)............................................3000
Размеры стола (мм)......................................................7000 х 2500 (2)
Макс.нагрузка на стол (кН).........................................500(1000)
Встроенный поворотный стол (мм)...........................Ø2500
Вероятная погрешность положения (X,Y,Z)..............станд VDI/DGQ 3441
Прямолинейность стола (мм).....................................0,03/10000
Управляемый магазин смены инструментальных головок..5 мест
№3. Финишная обработка тел вращения на универсальном круглошлифовальном станке с ЧПУ модели КШ-41 компании ВСЗ «ТЕХНИКА» (Россия).
На станке можно проводить операции шлифования наружного диаметра, торца изделия, наружного/внутреннего конуса, канавок, внутреннего диаметра, внутренних торцев, резьбошлифовка наружной резьбы. Все операции выполняются по управляющей программе или вручную.
Перемещение Х (двойной стол) (мм).......................16250
Перемещение траверсы W (мм)................................1500
Пропускная ширина (мм)............................................3000
Размеры стола (мм)......................................................7000 х 2500 (2)
Макс.нагрузка на стол (кН).........................................500(1000)
Встроенный поворотный стол (мм)...........................Ø2500
Вероятная погрешность положения (X,Y,Z)..............станд VDI/DGQ 3441
Прямолинейность стола (мм).....................................0,03/10000
Управляемый магазин смены инструментальных головок..5 мест
№3. Финишная обработка тел вращения на универсальном круглошлифовальном станке с ЧПУ модели КШ-41 компании ВСЗ «ТЕХНИКА» (Россия).
На станке можно проводить операции шлифования наружного диаметра, торца изделия, наружного/внутреннего конуса, канавок, внутреннего диаметра, внутренних торцев, резьбошлифовка наружной резьбы. Все операции выполняются по управляющей программе или вручную.

Основные технические характеристики.
Перемещение Х (двойной стол) (мм)..........16250
Перемещение траверсы W (мм).....................1500
Пропускная ширина (мм)................................3000
Размеры стола (м...........................7000 х 2500 (2)
Макс.нагрузка на стол (кН)....................500(1000)
Встроенный поворотный стол (мм)............Ø2500
Вероятная погрешность положения (X,Y,Z)....станд VDI/DGQ 3441
Прямолинейность стола (мм)............0,03/10000
Управляемый магазин смены инструментальных головок..5 мест
№3. Финишная обработка тел вращения на универсальном круглошлифовальном станке с ЧПУ модели КШ-41 компании ВСЗ «ТЕХНИКА» (Россия).
На станке можно проводить операции шлифования наружного диаметра, торца изделия, наружного/внутреннего конуса, канавок, внутреннего диаметра, внутренних торцев, резьбошлифовка наружной резьбы. Все операции выполняются по управляющей программе или вручную.
Перемещение Х (двойной стол) (мм)..........16250
Перемещение траверсы W (мм).....................1500
Пропускная ширина (мм)................................3000
Размеры стола (м...........................7000 х 2500 (2)
Макс.нагрузка на стол (кН)....................500(1000)
Встроенный поворотный стол (мм)............Ø2500
Вероятная погрешность положения (X,Y,Z)....станд VDI/DGQ 3441
Прямолинейность стола (мм)............0,03/10000
Управляемый магазин смены инструментальных головок..5 мест
№3. Финишная обработка тел вращения на универсальном круглошлифовальном станке с ЧПУ модели КШ-41 компании ВСЗ «ТЕХНИКА» (Россия).
На станке можно проводить операции шлифования наружного диаметра, торца изделия, наружного/внутреннего конуса, канавок, внутреннего диаметра, внутренних торцев, резьбошлифовка наружной резьбы. Все операции выполняются по управляющей программе или вручную.
Основные технические характеристики.
Расстояние между центрами (мм).............................................1600
Высота центров (мм).....................................................................275
Максимальный диаметр обработки (мм)..................................450
Вес устанавливаемого изделия в центрах (кг)........................400
Постоянство диаметра при обработке в центрах на длине..600 мм (мкм) Не более 3
Управление станком и его работа от ЧПУ.................................SIEMENS 840DSL
Шероховатость обработки до (мкм)..........................................Ra 0.04
№4. Вертикальный обрабатывающий центр с ЧПУ - DMC 1035 V ecoline.
Основные технические характеристики.
Ход (X / Y / Z)....................1 035 / 560 / 510
Макс. ход по оси Х...........1 035 мм
Макс. ход по оси Y...........560 мм
Макс. ход по оси Z...........510 мм
Макс. нагрузка на стол...1 000 кг
Длина стола......................1 200 мм
Ширина стола..................560 мм
Расстояние между центрами (мм).............................................1600
Высота центров (мм).....................................................................275
Максимальный диаметр обработки (мм)..................................450
Вес устанавливаемого изделия в центрах (кг)........................400
Постоянство диаметра при обработке в центрах на длине..600 мм (мкм) Не более 3
Управление станком и его работа от ЧПУ.................................SIEMENS 840DSL
Шероховатость обработки до (мкм)..........................................Ra 0.04
№4. Вертикальный обрабатывающий центр с ЧПУ - DMC 1035 V ecoline.
Основные технические характеристики.
Ход (X / Y / Z)....................1 035 / 560 / 510
Макс. ход по оси Х...........1 035 мм
Макс. ход по оси Y...........560 мм
Макс. ход по оси Z...........510 мм
Макс. нагрузка на стол...1 000 кг
Длина стола......................1 200 мм
Ширина стола..................560 мм

Основные технические характеристики.
Расстояние между центрами (мм)......................1600
Высота центров (мм)..............................................275
Максимальный диаметр обработки (мм)...........450
Вес устанавливаемого изделия в центрах (кг).400
Постоянство диаметра при обработке в центрах на длине..600 мм (мкм) Не более 3
Управление станком и его работа от ЧПУ .SIEMENS 840DSL
Шероховатость обработки до (мкм)..............Ra 0.04
№4. Вертикальный обрабатывающий центр с ЧПУ - DMC 1035 V ecoline.
Основные технические характеристики.
Ход (X / Y / Z)....................1 035 / 560 / 510
Макс. ход по оси Х...........1 035 мм
Макс. ход по оси Y...........560 мм
Макс. ход по оси Z...........510 мм
Макс. нагрузка на стол...1 000 кг
Длина стола......................1 200 мм
Ширина стола..................560 мм
Расстояние между центрами (мм)......................1600
Высота центров (мм)..............................................275
Максимальный диаметр обработки (мм)...........450
Вес устанавливаемого изделия в центрах (кг).400
Постоянство диаметра при обработке в центрах на длине..600 мм (мкм) Не более 3
Управление станком и его работа от ЧПУ .SIEMENS 840DSL
Шероховатость обработки до (мкм)..............Ra 0.04
№4. Вертикальный обрабатывающий центр с ЧПУ - DMC 1035 V ecoline.
Основные технические характеристики.
Ход (X / Y / Z)....................1 035 / 560 / 510
Макс. ход по оси Х...........1 035 мм
Макс. ход по оси Y...........560 мм
Макс. ход по оси Z...........510 мм
Макс. нагрузка на стол...1 000 кг
Длина стола......................1 200 мм
Ширина стола..................560 мм
Также для механической обработки металлов на АО "СТП-САСТА" используется следующее оборудование:
Проектирование специальных станков по ТЗ Заказчика
Конструкторский отдел АО "СТП-САСТА" разрабатывает специальные станки в различных исполнениях, включая пыле и взрывозащищенном исполнении и технологии для обработки деталей из различных материалов по ТЗ Заказчика.
Разработка технологии обработки детали по чертежам Заказчика
Технологический отдел АО "СТП-САСТА" производит разработку технологического процесса обработки деталей Заказчика, подбор режущего инструмента и технологической оснастки, расчет времени обработки и производительности станка.
Программа пуско-наладочных работ:
1. Окончательная выставка, запуск и отладка станка.
2. Испытания станка на холостом ходу в течение 4 (четырех) часов.
3. Проверка геометрической точности станка при обработке образцов-изделий:
постоянство диаметра образца-изделия в поперечном сечении,
постоянство диаметра образца-изделия в продольном сечении,
прямолинейность торцовой поверхности образца-изделия,
постоянство размеров цилиндрических образцов-изделий в пределах одной партии,
испытания станка в соответствии с согласованным технологическим процессом обработки деталей Заказчика.
4. Первичный инструктаж 2-х специалистов Покупателя (Грузополучателя) по работе на станке в течение 2-х рабочих смен (16-ти часов).
5. Сдача станка в промышленную эксплуатацию.
Проведение обучения работников Заказчика работе на станках нашего производства
Специалисты АО "СТП-САСТА" готовы провести обучение технического персонала Заказчика по работе на станке и его техническому обслуживанию по взаимно согласованной программе на площадях АО "СТП-САСТА" или по сокращенной программе на площадях Заказчика.
После гарантийное обслуживание станков
Договор на после гарантийное обслуживание может быть заключен на срок от 1 года до 3-х и более лет.
Конструкторский отдел АО "СТП-САСТА" разрабатывает специальные станки в различных исполнениях, включая пыле и взрывозащищенном исполнении и технологии для обработки деталей из различных материалов по ТЗ Заказчика.
Разработка технологии обработки детали по чертежам Заказчика
Технологический отдел АО "СТП-САСТА" производит разработку технологического процесса обработки деталей Заказчика, подбор режущего инструмента и технологической оснастки, расчет времени обработки и производительности станка.
Программа пуско-наладочных работ:
1. Окончательная выставка, запуск и отладка станка.
2. Испытания станка на холостом ходу в течение 4 (четырех) часов.
3. Проверка геометрической точности станка при обработке образцов-изделий:
постоянство диаметра образца-изделия в поперечном сечении,
постоянство диаметра образца-изделия в продольном сечении,
прямолинейность торцовой поверхности образца-изделия,
постоянство размеров цилиндрических образцов-изделий в пределах одной партии,
испытания станка в соответствии с согласованным технологическим процессом обработки деталей Заказчика.
4. Первичный инструктаж 2-х специалистов Покупателя (Грузополучателя) по работе на станке в течение 2-х рабочих смен (16-ти часов).
5. Сдача станка в промышленную эксплуатацию.
Проведение обучения работников Заказчика работе на станках нашего производства
Специалисты АО "СТП-САСТА" готовы провести обучение технического персонала Заказчика по работе на станке и его техническому обслуживанию по взаимно согласованной программе на площадях АО "СТП-САСТА" или по сокращенной программе на площадях Заказчика.
После гарантийное обслуживание станков
Договор на после гарантийное обслуживание может быть заключен на срок от 1 года до 3-х и более лет.
Комплексная диагностика и наладка станков на площадях Заказчика
Специалисты АО "СТП-САСТА" готовы провести комплексную диагностику станков c выдачей заключения о геометрической точности станка, составлением дефектной ведомости и перечнем необходимых запасных частей. После заказа и доставки всех комплектующих проводим ремонт оборудования с предоставлением гарантии на выполненные работы. При диагностике и наладке станков используются современные средства измерения оборудования: лазерный интерферометр XL-80 Renishaw, автоколлиматор АКУ-05, диагностическая измерительная система QC 20 W ballbar и др.
Ремонт и модернизация станков
АО "СТП-САСТА" осуществляет капитальный ремонт и модернизацию станков из своей линейки выпускаемых станков.
ПЕРЕЧЕНЬ ВЫПОЛНЯЕМЫХ РАБОТ ПРИ КАПИТАЛЬНОМ РЕМОНТЕ
- Демонтаж узлов и механизмов станка (поузловая разборка) и их дефектация;
- Ремонт шпиндельной бабки (разборка, промывка, дефектовка, ремонт шпинделя, замена шпиндельных подшипников, сборка);
- Ремонт станины (демонтаж, промывка, шлифовка всех направляющих поверхностей, ремонт оградительных устройств, сборка);
- Ремонт клиноременной передачи главного привода (протачивание изношенных канавок шкива, восстановление посадочных отверстий, балансировка шкива, подбор и замена ремней);
- Ремонт каретки, ползушки (демонтаж, промывка, шлифовка всех направляющих поверхностей, замена и пришабривание клиньев и планок, сборка);
- Установка новой револьверной головки;
- Ремонт системы охлаждения, ремонт насоса, сборка;
- Ремонт электрошкафа с полной заменой низковольтной электроаппаратуры;
- Ремонт системы смазки с заменой насоса системы смазки;
- Замена всех подшипников (шпиндельные, в опорах ШВП);
- Замена всей гидравлической аппаратуры;
- Замена ШВП;
- Замена кабельканалов, датчиков, металлорукавов;
- Замена РТИ, проводов, нормалей и пр.;
- Сборка, наладка, запуск системы ЧПУ в комплекте с приводами и двигателями подач;
- Испытание станка на холостом ходу и в работе, сдача по нормам точности;
- Отделка станка:
1. зачистка забоин и заусенцев на открытых поверхностях станка и покраска станка с предварительной шпатлевкой поверхностей в цветовую гамму, согласованную с Заказчиком или изготовление новой облицовки.
2. установка новой лампы местного освещения;
3. консервация;
4. упаковка;
Поставка запасных частей
АО "СТП-САСТА" осуществляет поставку запасных частей и комплектующих для станочного оборудования по заявкам заказчика.
Специалисты АО "СТП-САСТА" готовы провести комплексную диагностику станков c выдачей заключения о геометрической точности станка, составлением дефектной ведомости и перечнем необходимых запасных частей. После заказа и доставки всех комплектующих проводим ремонт оборудования с предоставлением гарантии на выполненные работы. При диагностике и наладке станков используются современные средства измерения оборудования: лазерный интерферометр XL-80 Renishaw, автоколлиматор АКУ-05, диагностическая измерительная система QC 20 W ballbar и др.
Ремонт и модернизация станков
АО "СТП-САСТА" осуществляет капитальный ремонт и модернизацию станков из своей линейки выпускаемых станков.
ПЕРЕЧЕНЬ ВЫПОЛНЯЕМЫХ РАБОТ ПРИ КАПИТАЛЬНОМ РЕМОНТЕ
- Демонтаж узлов и механизмов станка (поузловая разборка) и их дефектация;
- Ремонт шпиндельной бабки (разборка, промывка, дефектовка, ремонт шпинделя, замена шпиндельных подшипников, сборка);
- Ремонт станины (демонтаж, промывка, шлифовка всех направляющих поверхностей, ремонт оградительных устройств, сборка);
- Ремонт клиноременной передачи главного привода (протачивание изношенных канавок шкива, восстановление посадочных отверстий, балансировка шкива, подбор и замена ремней);
- Ремонт каретки, ползушки (демонтаж, промывка, шлифовка всех направляющих поверхностей, замена и пришабривание клиньев и планок, сборка);
- Установка новой револьверной головки;
- Ремонт системы охлаждения, ремонт насоса, сборка;
- Ремонт электрошкафа с полной заменой низковольтной электроаппаратуры;
- Ремонт системы смазки с заменой насоса системы смазки;
- Замена всех подшипников (шпиндельные, в опорах ШВП);
- Замена всей гидравлической аппаратуры;
- Замена ШВП;
- Замена кабельканалов, датчиков, металлорукавов;
- Замена РТИ, проводов, нормалей и пр.;
- Сборка, наладка, запуск системы ЧПУ в комплекте с приводами и двигателями подач;
- Испытание станка на холостом ходу и в работе, сдача по нормам точности;
- Отделка станка:
1. зачистка забоин и заусенцев на открытых поверхностях станка и покраска станка с предварительной шпатлевкой поверхностей в цветовую гамму, согласованную с Заказчиком или изготовление новой облицовки.
2. установка новой лампы местного освещения;
3. консервация;
4. упаковка;
Поставка запасных частей
АО "СТП-САСТА" осуществляет поставку запасных частей и комплектующих для станочного оборудования по заявкам заказчика.
О компании
АО "СТП-САСТА" сегодня это:
- 7000 кв.метров производственных площадей, из которых:
- 2400 кв.метров сборочное производство, позволяющее одновременно собирать до 25 станков;
- 2600 кв.метров механическое производство, в том числе участок высокоточных станков с термоконстантной зоной;
- 2000 кв.метров складских помещений, а также:
- 2000 кв.метров административных, бытовых и вспомогательных помещений.
- Сплоченный коллектив профессионалов
- Введенное в эксплуатацию современное высокоточное производственное оборудование:
- Портально-обрабатывающий центр мод. MULTITEC 3000 АТ ВАЛЬДРИХ КОБУРГ;
- Пятиосевой фрезерный обрабатывающий центр мод.RХ18 фирмы Reiden Technik AG;
- Вертикальный обрабатывающий центр мод. DMC1035 Veco;
- Круглорезьбошлифовальный станок с ЧПУ мод. КШ-41;
- Балансировочный станок мод. БЛ-1000;
- Прибор для контроля режущего инструмента вне станка ZOLLER Venturion 450/8/D600;
- Токарный обрабатывающий центр с ЧПУ мод.САТ6300С15Ф4 и др.
ПРОИЗВОДСТВО ПРЕЦИЗИОННЫХ ТОКАРНЫХ СТАНКОВ С ЧПУ И ПРЕЦИЗИОННЫХ ОБРАБАТЫВАЮЩИХ ЦЕНТРОВ С ЧПУ
Акционерное общество «СТП-Саста» - станкостроительная компания, российский производитель прецизионных токарных станков с ЧПУ и прецизионных обрабатывающих центров с ЧПУ.
Высокое качество и надежность производимой продукции базируется на многолетнем опыте сотрудников и применением современных решений и технологий.
АО «СТП-Саста» было создано при участии Минпромторга РФ и ГК «Ростех» в июле 2014г. в рамках реализации инвестиционного проекта «Создание серийного производства станкоинструментальной продукции, включая техническое перевооружение производства для изготовления токарно-фрезерных прецизионных станков и токарных прецизионных обрабатывающих центров с ЧПУ» в г. Сасово, Рязанской области.
С декабря 2018г. АО "СТП-САСТА" является членом Российской Ассоциации производителей станкоинструментальной продукции «Станкоинструмент».
Контактная информация
Поваляев Альберт Владимирович
Генеральный директор
тел: +7 (4912) 294-264 доб. 301
моб: +7 (910) 900-04-08
e-mail: A.Povalyaev@stp-zsu.ru
Михайленко Владимир Иванович
Производственный директор
тел: +7 (4912) 294-264 доб. 302
моб: +7 (910) 618-60-20
e-mail: V.Mihajlenko@stp-zsu.ru
Антонов Вадим Владимирович
Начальник отдела маркетинга
тел: +7 (4912) 294-264 доб. 303
моб: +7 (910) 621-78-88
e-mail: marketing@stp-zsu.ru, stp-zsu@yandex.ru,
V.Antonov@stp-zsu.ru
Адрес:
391434, Россия, г. Сасово, Рязанской обл., ул.Пушкина, д.21.
Тел.: 8(4912)294-264
E-mail: stp-sasta@yandex.ru, info@stp-sasta.ru
Сайт: www.stp-sasta.ru
Генеральный директор
тел: +7 (4912) 294-264 доб. 301
моб: +7 (910) 900-04-08
e-mail: A.Povalyaev@stp-zsu.ru
Михайленко Владимир Иванович
Производственный директор
тел: +7 (4912) 294-264 доб. 302
моб: +7 (910) 618-60-20
e-mail: V.Mihajlenko@stp-zsu.ru
Антонов Вадим Владимирович
Начальник отдела маркетинга
тел: +7 (4912) 294-264 доб. 303
моб: +7 (910) 621-78-88
e-mail: marketing@stp-zsu.ru, stp-zsu@yandex.ru,
V.Antonov@stp-zsu.ru
Адрес:
391434, Россия, г. Сасово, Рязанской обл., ул.Пушкина, д.21.
Тел.: 8(4912)294-264
E-mail: stp-sasta@yandex.ru, info@stp-sasta.ru
Сайт: www.stp-sasta.ru